
- Digitálne riadenie
- Zváranie TIG elektronickým HF zapálením
- Nastaviteľná frekvencia striedavého prúdu 50 Hz až 200 Hz
- Nastaviteľné vyváženie striedavého prúdu
- TIG impulzné zváranie
- Minimalizácia vnášeného tepla u tenkých materiálov.
- Modelácia zvaru bez prídavného materiálu.
- 2taktní/4taktný režim
- Jednoduchý a prehľadný ovládací panel, ovládacie prvky optimalizované pre TIG
- Nastaviteľný nábeh/dobeh prúdu
- Nastaviteľné predfuk plynu/dofuk plynu
- Ručné zváranie obalenou elektródou
- Nastaviteľný prúd a doba horúceho štartu
- nastaviteľné Arcforce
- funkcia Antistick
- plynom chladené
- Ľahké prenosné prevedenie
- Sieťový kábel 2,5 m so zástrčkou 16 A s ochranným kontaktom
- Pripojenie na sieť 1x230 V/16 A
- Tolerancia sieťového napätia +15%/- 15%
- Funkcia JOB SAVE - uloženie až 9 zváracích programov
- plazmové rezanie
- Kontaktný zapaľovanie
- Tvarové rezanie aj tenkých plechov bez deformácií.
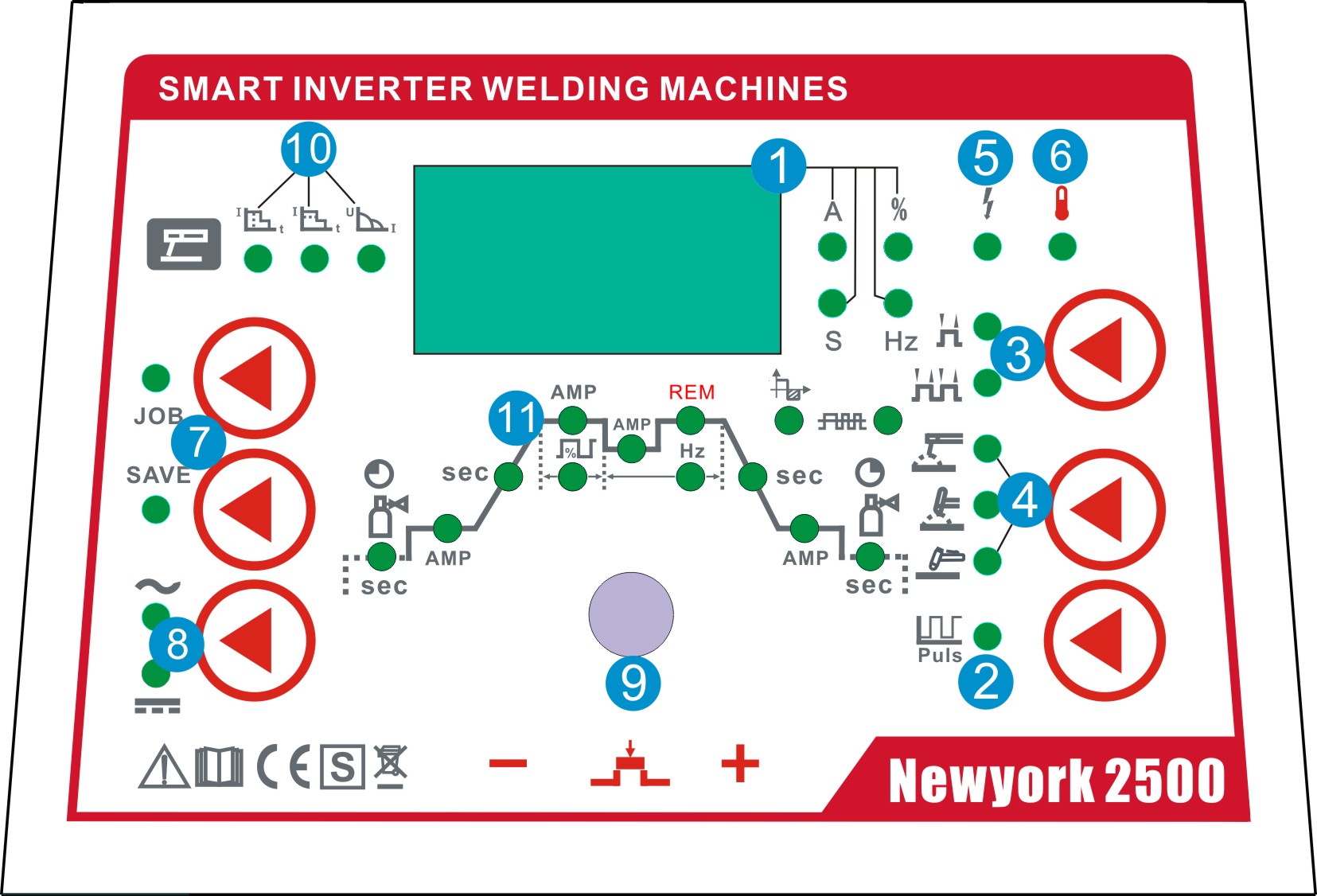
Parametre ovládacieho panela
- indikátory jednotiek
- Impulzné zváranie TIG
- Druh prevádzky - 2taktní/4taktný
- Metóda prevádzky - MMA/TIG/PLASMA
- indikátor napájania
- indikátor prehriatia
- JOB/SAVE - Tlačidlá pre vyvolanie/uloženie zváracích parametrov
- Zvárací prúd striedavý AC/jednosmerný DC
- enkodér
- Pokročilé funkcie pre ručné zváranie obalenou elektródou
- Parametre TIG zváranie
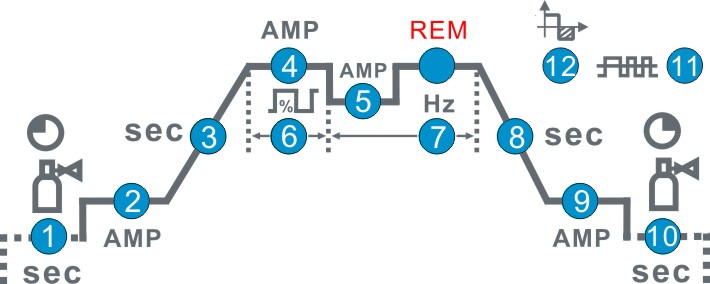
Programovacie paramentre zvárania TIG
- predfuk plynu - Absolútna hodnota trvania 0,1 s - 20 s (krok 0,1 s)
- štartovací prúd - Absolútna hodnota 10 A - 100 A.
- nábeh prúdu - Absolútna hodnota trvania 0,1 s - 10 s (krok 0,1 s)
- zvárací prúd - MMA: 10 A - 170 A/TIG AC/DC: 10 A - 200 A
- pulzný prúd - Percentuálny hodnota zváracieho prúdu.
- Šírka pulzu - 10% - 90%
- pulzná frekvencia - 1 Hz - 200 Hz
- dobeh prúdu - Absolútna hodnota trvania 0,1 s - 10 s (krok 0,1 s)
- Prúd koncového krátera - Absolútna hodnota 10 A - 100 A.
- dofuk plynu - Absolútna hodnota trvania 0,1 s - 20 s (krok 0,1 s)
- frekvencia AC - Absolútna hodnota 50 Hz - 200 Hz (krok 1 Hz)
- balance AC - Absolútna hodnota 10% - 30% (krok 1 Hz).
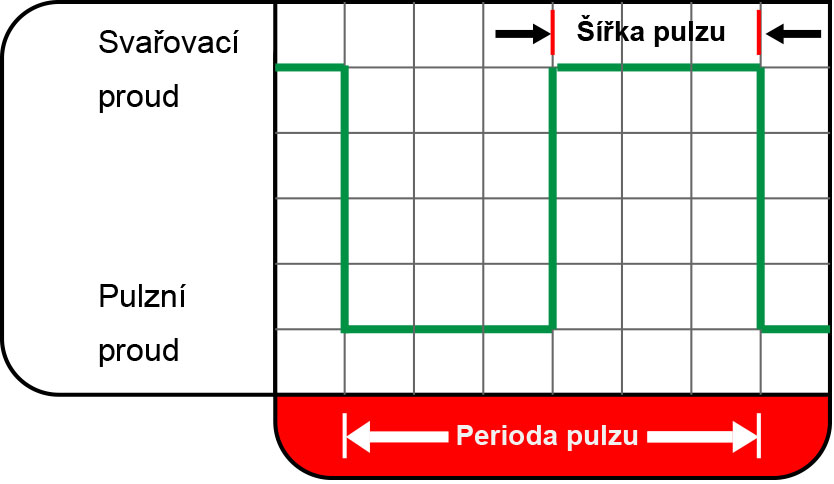
Pulzovanie TIG
Konvenčné pulzovanie - Striedanie zváracieho a pulzného prúdu typicky v rozmedzí frekvencie 1 - 10 Hz. Pracuje na princípe natavenie materiálu pri zváracieho prúdu a ochladenie pri pulzným prúde. Pre zváranie tenkých materiálov vďaka menšiemu zohriatie zvarence iba pri zváracieho prúdu. Výborné pre premostenie medzier s prídavným materiálom. Zvarová húsenica aj bez prídavného materiálu. Zlepšená kontrola nad zvarového kúpeľa.
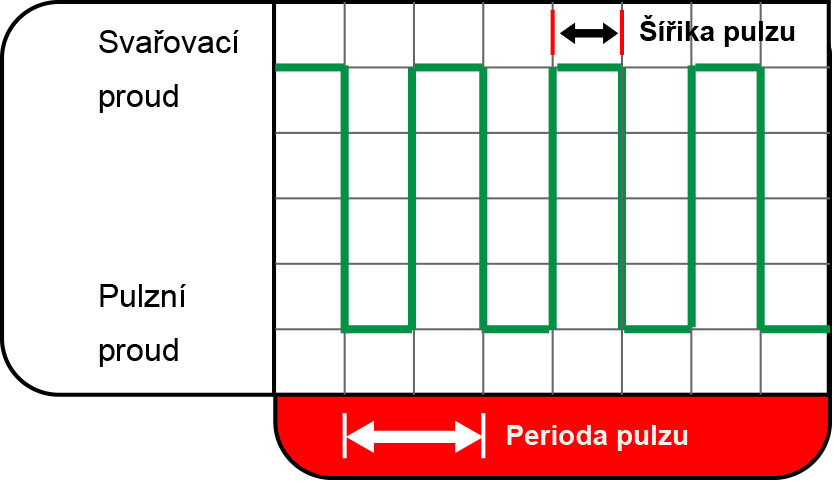
Vysokorýchlostné pulzovanie - Pulzovanie s vysokou frekvenciou medzi zváracie a pulzným prúdom. Výsledkom je maximálne stabilný oblúk so zvýšeným prievarom pri vyššej rýchlosti zvárania. Obvyklý rozsah frekvencie 100 Hz - 500 Hz.
Ručné zváranie obalenou elektródou
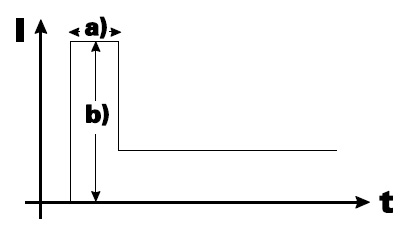
Funkcia HOTSTART - Spoľahlivo zapaľuje elektródu a dokonale ju roztaví, aby bol zaistený rovnaký prievar aj na začiatku zvaru. Toto riešenie dáva zapomentou chybám pri začiatku zvárania a výrazne znižuje chyby zvaru.
Nastaviteľné funkcie:
a) - doba trvania HOTSTART prúdu
b) - úroveň HOTSTART prúdu
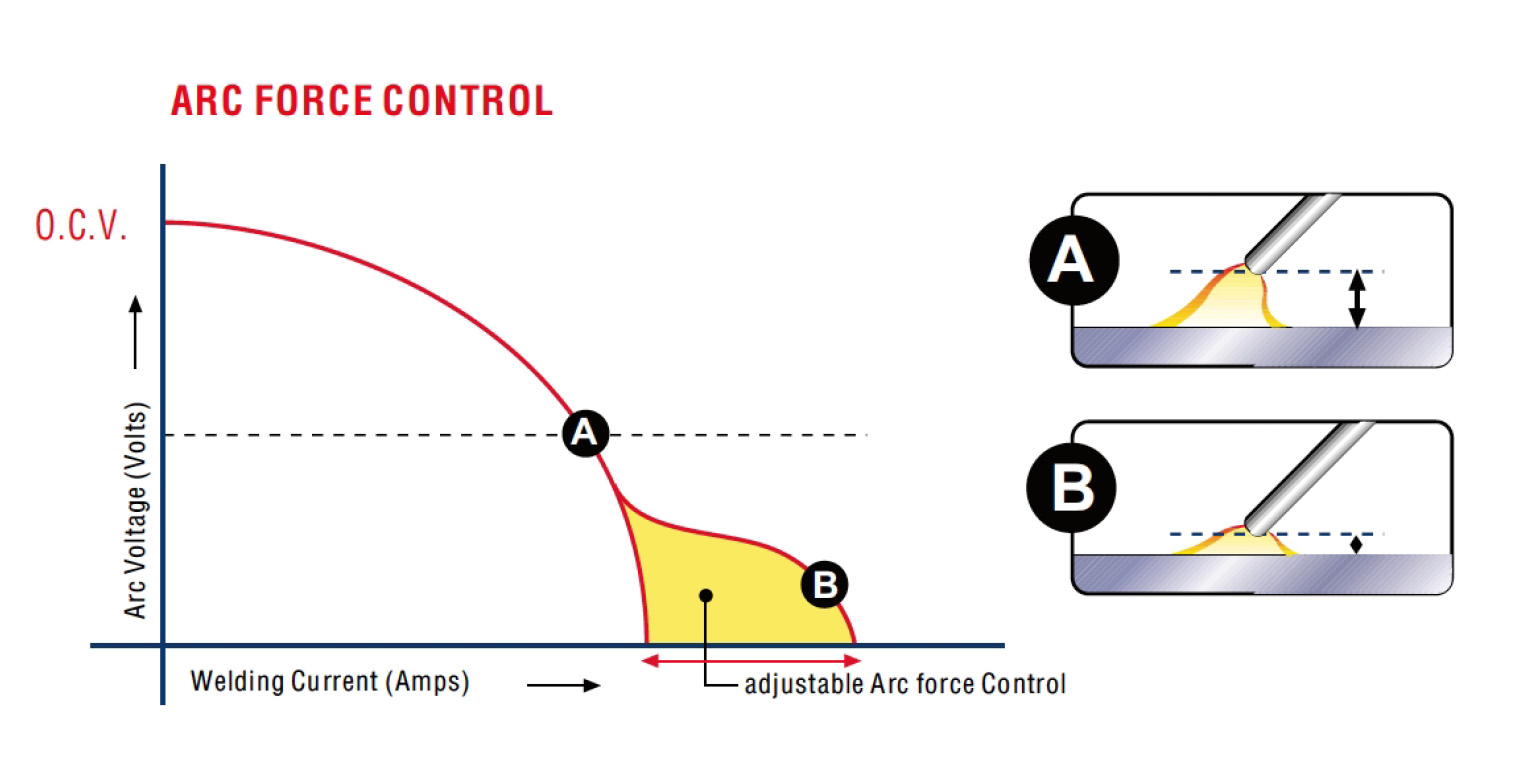
Funkcia ARCFORCE - Počas zvárania ARCFORCE zabraňuje zatavenie elektródy v tavenine vďaka krátkodobému zvýšeniu zváracieho prúdu. Táto funkcia usandňuje zváranie veľkými kvapkami pri nízkych prúdoch, najmä pri krátkom zváracím oblúku.
Plazmové rezanie
Rezanie elektricky vodivých materiálov tenkým plazmovým lúčom pri spoločnom použití sa zdroje stlačeného vzduchu. Veľmi efektívne pre rezanie nelegovaných, nízkolegovaných i vysokolegovaných (nerez) ocelí. Rezanie tenkých plechov bez deformácií.
Rezná kapacika oceľ:
- Kvalitný rez - 6 mm
- Maximálny rez - 10 mm
- Deliaca rez - 12 mm








